在實驗室中,樣本可以做出質控圖
2018-08-30
作者:
瀏覽數:1591
國家標準GB/T 28863-2012《商品質量監督抽樣檢驗程序具有先驗質量信息的情形》對質量特性值標準差的計算給出了一種“均值圖與標準差圖”計算方法, 但在某些情形下, 取得合理的子組或者不可能或者不實際, 如由于測量單個觀測值所需要的時間太長或費用太大, 導致不能考慮重復測量時;如測量很昂貴 (例如破壞性試驗) 或者任一時刻的輸出都相對均勻時。本文將介紹一種單值控制圖的方法, 用較少的測量值計算質量特性值標準差, 提升應用的便利性。
1 單值控制圖方法解析
如果不能取得合理子組 (如測量單個測量值所需時間太長或者費用太大) , 或測量昂貴 (如破壞性試驗) , 或只有一個可能的數值 (如儀表讀數) 等, 則選擇至少6個有代表性的生產企業, 每個生產企業收集10個以上測量值。用于數據收集的產品應是同一企業同一原料同一工藝生產的同一批次或連續批次。分別計算出各企業的質量特性值標準差, 取平均值作為該質量監督質量特性值標準差。計算步驟如下:
計算某個生產企業的質量特性標準差s估計值。
(1) 計算平均值。
(2) 計算另兩個相鄰值的差值的絕對值R (移動極差) , 再計算得出極差的平均值。
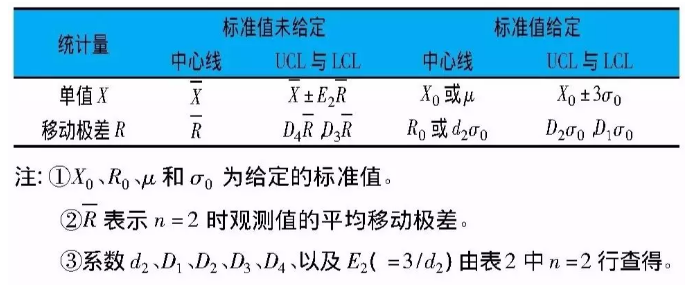
(3) 根據GB/T 4091-2001《常規控制圖》, 由表1和表2得出移動極差控制圖和單值控制圖。
表1 單值控制圖的控制限公式
(4) 計算過程能力指數 (PCI)

式中:UTL—上容差限;
LTL—下容差限;

表2 計量控制圖計量控制線的系數表
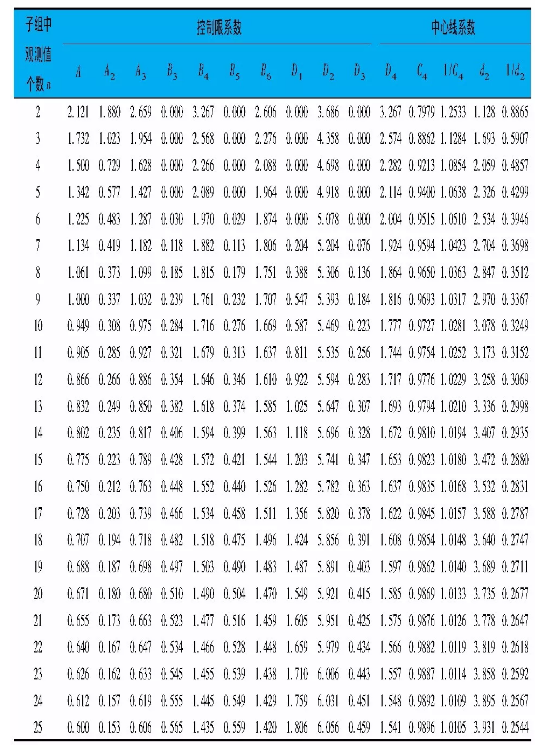
資料來源:ASTM, Philadelphia, PA.USA.
(5) 若有測量值落在移動極差控制圖和單值控制圖的控制線外, 應剔除, 并重新計算, 直到移動極差控制圖和單值控制圖都沒有異常, 且過程能力指數 (PCI) ≥1, 可算出標準差s估計值。
(6) 以此類推, 可分別得到其他生產企業的標準差估計值。
(7) 取所有企業標準差的平均值作為質量監督中的標準差。
2 應用示例
某商品質量監督機構為了確定奶粉水分的標準差值, 選擇了6個有代表性的生產企業, 收集了關于奶粉水分的生產控制數據, 見表3。
表3 A公司連續10個奶粉樣品的水分含量百分比
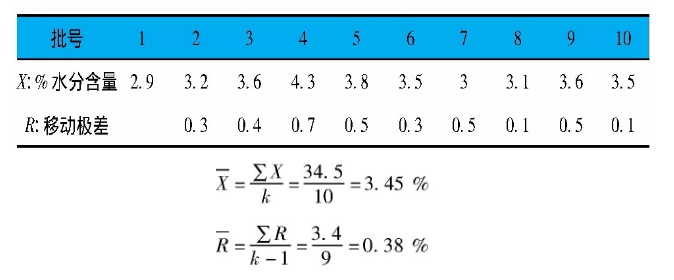
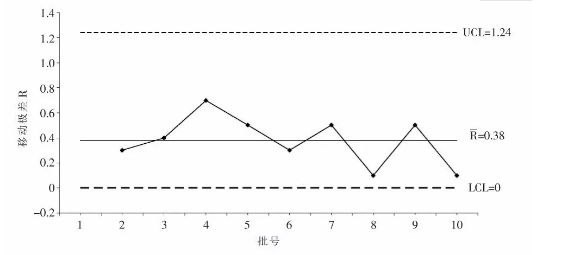
第一步, 繪制移動極差 (R) 控制圖并評估控制狀態, 中心線
系數D3和D4的值由表2中按n=2行查得, 由于表3中的R值都位于R圖的控制限內, 故R圖顯示出過程處于統計控制狀態。因此,值可用來計算X圖的控制限。
圖1
第二步, 繪制單值 (X) 控制圖并評估控制狀態中心線
系數E2的值由表1和表2給出。由于表3中的X值都位于X圖的控制限內, 故X圖顯示出過程處于統計控制狀態。
圖2
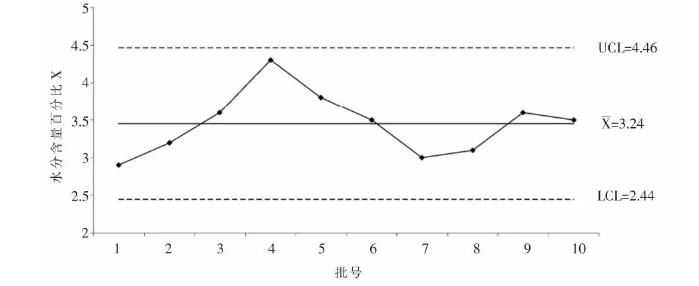
當PCI>1時, 過程能力指數可認為是足夠的。則A公司生產的奶粉水分的標準差為0.4197。
以此類推, 可分別得到6個公司生產的奶粉水分的標準差, 取這些標準差的平均值作為質量監督中的標準差。